Jednym z najważniejszych warunków długoletniej bezawaryjnej pracy zespołów maszynowych jest dokładne ustawianie sprzęgniętych z sobą maszyn.
Zwiększenie produkcji i wydajności pociąga za sobą zastosowanie maszyn o wyższych obrotach wirników, zwiększenie mocy przenoszonych przez sprzęgnięte maszyny oraz zmniejszenie rezerw materiałowych. Ponieważ nowoczesne maszyny mimo wyższych obrotów i większych obciążeń ze względu na koszty są coraz lżejsze i mają coraz mniejsze rezerwy wytrzymałościowe, należy dążyć do zapewnienia im optymalnych warunków pracy. Znaczący udział w tych uwarunkowaniach ma optymalne ustawienie maszyny polegające między innymi na dokładnym ustawieniu współosiowość wałów zespołów maszyn.
Można wyróżnić następujące rodzaje niewspółosiowości:
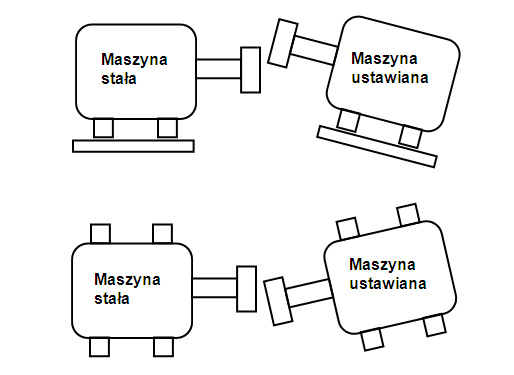
niewspółosiowość zesprzęglonych wałów maszyn,
niewspółosiowość osi stojaków łożyskowych do osi wału - niewspółosiowość,
stojaków łożyskowych z osią wału (skoszenie, przesunięcie równoległe),
powoduje obciążenie wału zmiennymi siłami oraz reakcjami maszyny w postaci,
zmian dynamicznych np. zmiana prędkości krytycznych wirnika,
niewspółosiowość korpusów z osią wirnika,
koła pasowe nie znajdują się w jednej płaszczyźnie,
Podstawowym procesem przy ustawianiu maszyn jest osiowanie wałów według sprzęgieł oraz korekcja "kulawej łapy".
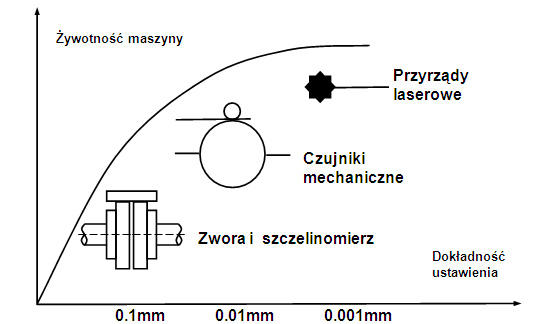
W latach osiemdziesiątych pojawiły się pierwsze laserowe przyrządy do ustawiania maszyn, które skutecznie ułatwiły i zwiększyły dokładność tej operacji. Na rysunku 2 przedstawiona jest dokładność ustawiania maszyn przy zastosowaniu różnych metod osiowania.
Dla napędów zesprzęgnietych poprzez przekładnie pasową bardzo ważne jest ustawienie kół pasowych w jednej płaszczyźnie.